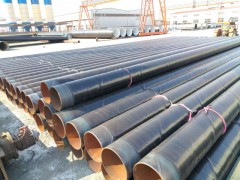


大口径输水TPEP防腐钢管/3PE防腐钢管/TPEP防腐钢管河北宇刚管道制造有限公司(闫经理:18733752600(微信同步)座机:0317-5129337 QQ:718327431) 石油专用钢管主要用于油、气井的钻探及油、气的输送。它包括石油钻管、石油套管、抽油管。石油钻管主要用于连接钻铤和钻头并传递钻井动力。石油套管主要用于钻井过程中和完井后对井壁的支撑,以保证钻井过程的进行和完井后整个油井的正常运行。抽油管主要将油井底部的油、气输送到地面。在使用过种中要求抽油管的强度,保证原油、气的正常抽取、传送。石油套管是维持油井运行的生命线。由于地质条件不同,井下受力状态复杂,拉、压、弯、扭应力综合作用作用于管体,这对套管本身的质量提出了较高的要求。一旦套管本身由于某种原因而损坏,可能导致整口井的减产,甚至报废。按钢材本身的强度套管可分为不同钢级,即J55、K55、Q125、V150等。井况、井深不同,采用的钢级也不同。在腐蚀环境下还要求套管本身具有抗腐蚀性能。在地质条件复杂的地方还要求套管具有抗挤毁性能。
无缝钢管一般常用布氏、洛氏、维氏三种硬度指标来衡量其硬度。1)布氏硬度计 :在无缝钢管标准中,布氏硬度用途最广,往往以压痕直径来表示该材料的硬度,既直观,又方便。但是对于较硬的或较薄的钢材的钢管不适用。2)洛氏硬度:无缝钢管洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。不同的是,它是测量压痕的深度。洛氏硬度试验是目前应用很广的方法,其中HRC在钢管标准中使用仅次于布氏硬度HB。洛氏硬度可适用于测定由极软到极硬的金属材料,它弥补了布氏法的不是,较布氏法简便,可直接从硬度机的表盘读出硬度值。但是,由于其压痕小,故硬度值不如布氏法准确。3)维氏硬度:无缝钢管维氏硬度试验也是一种压痕试验方法,可用于测定很薄的金属材料和表面层硬度。它具有布氏、洛氏法的主要优点,而克服了它们的基本缺点,但不如洛氏法简便,维氏法在钢管标准中很少用。 操作工艺流程及要点:1、连接部位前处理(1)采用角磨机清理掉管道连接处裸露钢管的毛刺、焊渣、焊瘤、锈迹、残留涂层、油泥等,务必清理干净,做到表面光洁,且达到st3级。(2)将连接处两侧的坡口进行打毛处理,每侧聚乙烯层打毛的宽度控制在10~15cm(含坡口),涂层打毛时不得破坏涂层使之露出底材。(3)用毛刷将清理下来的碎屑清理掉,务必清理干净,否则将影响修补层的结合力(4)修补区若受潮或有水分,必须先采取措施干燥后,再进行前处理(5)前处理至刷底漆时间间隔不得超过30分钟,间隔期间若前处理的部位受到二次污染,必须重新进行前处理.2、刷底漆 (1)按照底漆的使用说明,将双组分及稀料按比例混合,搅拌均匀。 (2)用毛刷蘸上底漆,在管道连接的裸露处进行刷涂。刷涂厚度以刚好遮住底材为宜,一般厚度在120~150um,不准露出底材,也不准超过厚度。(3)坡口处露出的环氧涂层要刷涂底漆,但聚乙烯层不得刷涂底漆。(4)待底漆表干后,便可进行缠绕热收缩套。若底漆表干较慢,可采用电热灯泡照射加速表干,不可用火烤等方式加速表干,否则破坏漆膜影响结合力。(5)建议焊接后即进行外修补,利用焊接的余热,即可保证前处理在露点以上,又可加速底漆表干,但要在焊接处温度降至80度以下再进行施工。6)刷完底漆,将毛刷用稀料清洗干净,准备下次使用。3、缠绕热收缩套 (1)漆膜表干后应立即进行缠绕热收缩套,间隔时间不得超过10分钟。 (2)热收缩套的宽度,应确保缠绕后能完全盖住两侧打毛的部位,一般来说控制厚度大于钢管裸露部分宽度+两侧打毛的宽度5~10cm。 (3)去除热收缩套上的薄膜或牛皮纸,将热收缩套一端10~15cm长度内的热熔胶面,用烘烤枪的火焰加热,确保边角都得到均匀加热。(4)待热熔胶发软、变亮立刻停止加热,然后迅速将融化的热熔胶一面按压在连接处,热收缩套要完全盖住两侧打毛的区域,并用辊轮从中线向两侧辊压,赶走粘接处的气泡,使之固定。加热时要防止过度加热,否则会破坏热熔胶层,影响附着力。(5)将热收缩套沿管道周向包卷缠绕,缠绕时务必要拉紧,并保持热收缩套的中线与管道连接缝隙平行。(6)然后将热收缩套的另一端的热熔胶层10~15cm烤软、发亮,然后迅速与前端粘贴搭接在一起。搭接长度要求超过8cm。 4、质量要求 (1)热收缩套表面应光滑、无褶皱、无气泡,表面无烧焦碳化现象。(2)热收缩套与环向焊缝、原坡口防腐层贴合紧密,无缝隙。(3)热收缩套与PE涂层搭接不低于10cm,热收缩套周向搭接不低于8cm。 (4)冷却后,在热收缩套两边缘应有热熔胶均匀溢出(5)其他要求参考GB/T23257
大口径输水TPEP防腐钢管/3PE防腐钢管/TPEP防腐钢管