



保莱塔以品质为宗旨,保证产品质量,公司实施质量管理体系,体系的完善运行是质量基础保证的根本;公司实施全过程的质量控制:原物料质量管理、过程检验、终级检验、不合格品的评审、产品质量事故的分析与处理和质量会议这六个方面。车间实行“自检、互检、专检”制度,保证稳定的产品质量。灵活运用现代化科学合理的数理统计方法,分析产品质量波动原因、控制不合格品数量;坚持“检验、巡检”制度,防止批量报废情况的发生。在终级检验阶段,终级检验员根据《企业标准》所制订的检验方法及《产品验收记录》上的检验项目对产品的各个部分进行检验,并在《产品验收记录》上记录,作为产品合格的依据。合格的产品由终检验员填写《产品验收合格报告》,仓库依托报表办理入库手续。

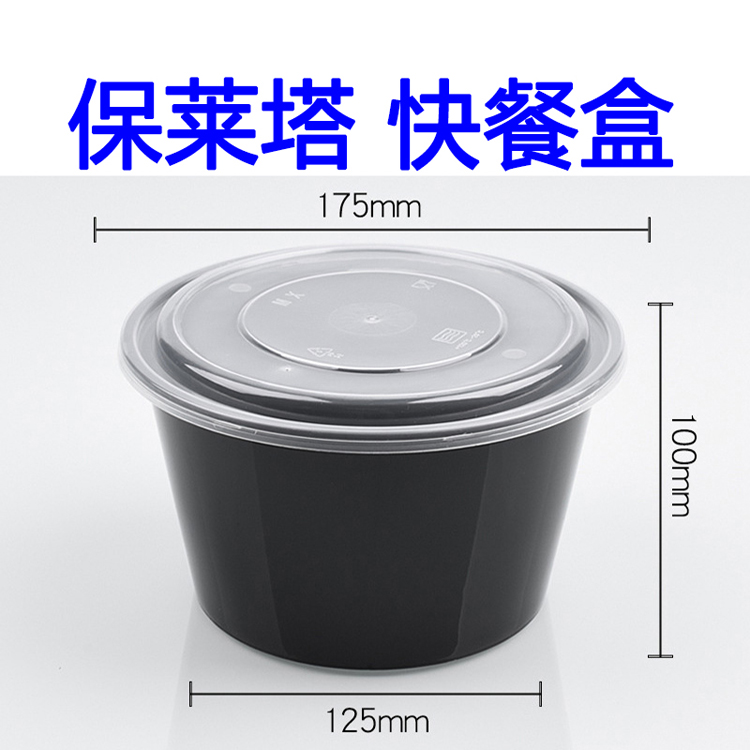
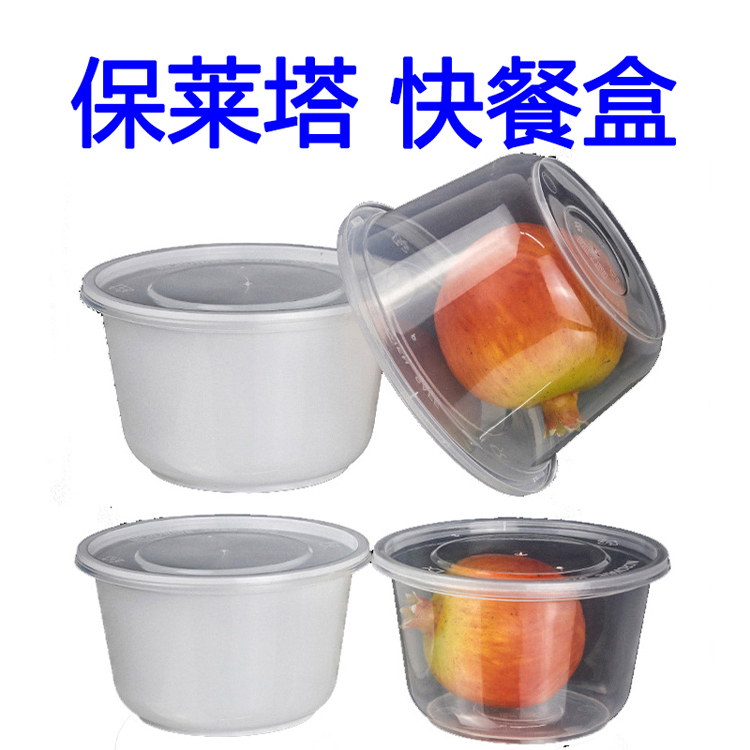
一次性餐盒应用范围:
以前的一次性餐盒主要是采用泡沫等原材料,随着人们生活方式不端的改变,互联网行业的发展,外卖行业的流行,传统的打包方式已经跟不上时代潮流,被淘汰,纸质和泡沫一次性餐盒不能密封,保温,便于携带功能。在这种情况下,密封性好的一次性餐盒出现了,它采用食品级PP原料聚丙烯一次性注塑成型,主要有长方形和圆形,密封性好,装饭菜,装汤不渗透,是外卖打包的好搭档。目前主要应用于:饭店打包、外卖配送、火车动车上水果容器、以及菜市场装熟食、家里剩菜剩饭打包放进冰箱。一次性餐盒款式新颖、颜色多种、质地轻盈、抗击撞力、耐受压性好。
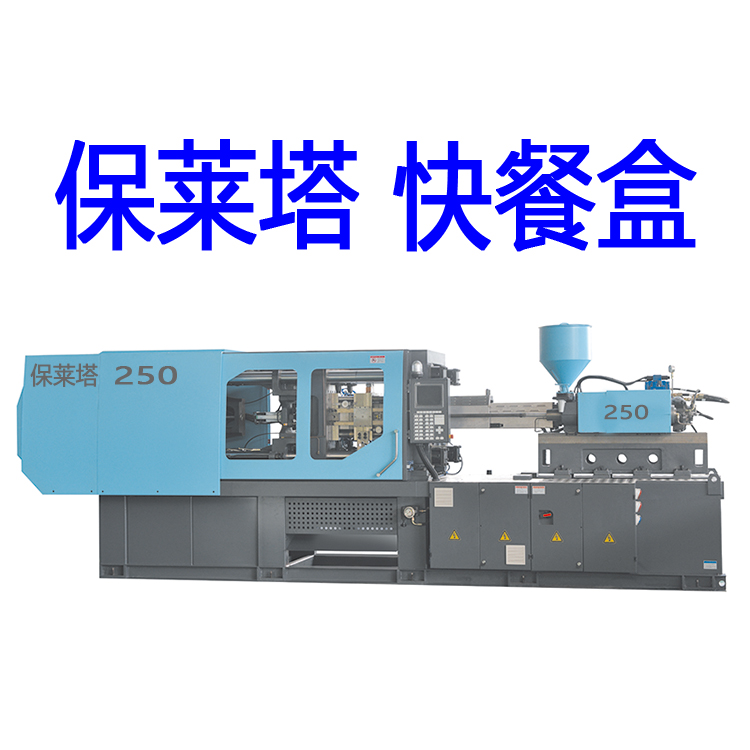
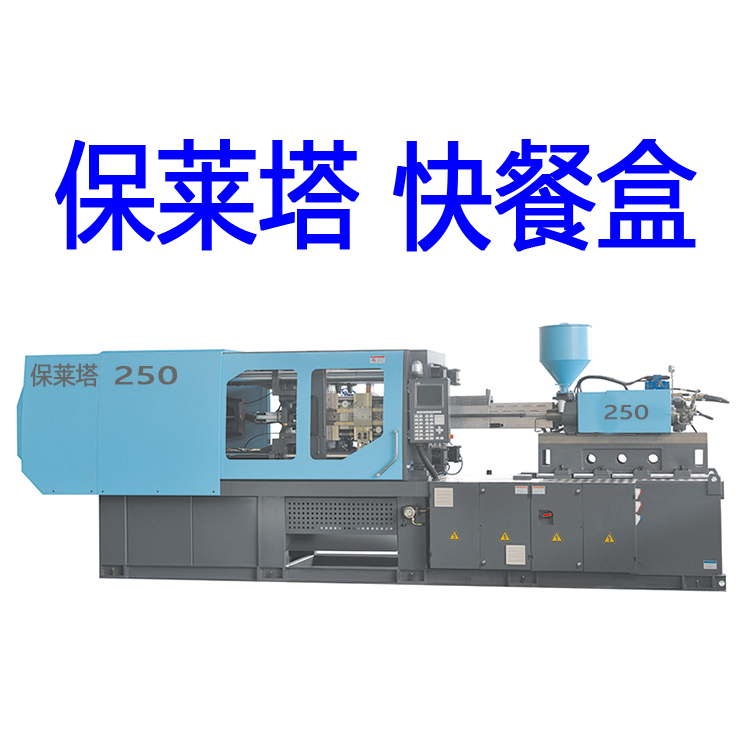
保莱塔一次性餐盒机器介绍:
注塑机合模部分的安全要求
1、安全门在闭合状态下须保证不能自动打开,当安全门提前打开时,闭模动作应该终止。
2、安全门可防止任何人或物进入危险区域,保护人员避免熔化的塑料飞溅出来而受到伤害,不能破损或拆掉不用。
3、当身体任何部位要进入机器工作区域内处理异常时,务必要关闭马达,必要时还要关闭总电源。
4、对大柱、曲臂加注润滑油时,务必要停机进行,严禁机器在正常工作时做此动作。
5、安全杆、安全档块灵活有效,安全杆与安全档块的有效距离为5~10CM。
6、严禁将前后安全门的电器开关用绳子等绑扎起来。
7、拆卸林柱子、曲臂等大件修理时,应用三角带吊装,不可用钢丝绳之类的绳索吊装,防止对机器和维修人员造成伤害。
8、动模板滑板应平衡,不能随便调整,如需要调整,应由机器厂家进行。
9、严禁将前后安全门的电器开关用绳子等绑扎起来。
一次性餐盒生产流程:
一次性餐盒采用保莱塔注塑机全自动化生产工艺流程,一次性注塑成型。无需二次加工或制作,保莱塔高速注塑机采用全机械化,机械手自动抓取产品,人工只需要把机械手叠好的产品进行装箱封存**好,操作简单,实现智能化运行。高速机生产产品成型速度至几秒内,机械手操作安全性高,无需人工和机器接触,由于采用全机械化,节省人工,省厂家成本。
一次性餐盒模具:
保莱塔一次性餐盒模具材料有:2344、S50、P20、718、H13、S136等钢材,采用热流道、冷流道合理设计与配置,模具没有随口,机械手全自动取件。采用CAD/CAE/CAM计算机系统软件设计。CNC加工机床,数控机床,线切割加工等进行加工制造而成。模具生产周期约为60天。
一次性餐盒定制各种模具型号,图案花纹、厚度大小。模具生产周期约60天左右。一次性餐盒模具主要有:一出二。一出四、一出六、一出八等。
生产车间及执行标准:
一次性餐盒生产执行的标准是GB/T18006.3-2020。一次性餐盒餐饮具通用技术要求。本部分规定了一次性餐盒餐饮具的定义和术语、分类、技术要求、试验方法、检验规则及产品包装标识、包装、运输、贮存要求。本标准部分适用于树脂、淀粉、植物纤维等各种原料制得的可降解--次性餐饮具,也适用于接触食品层覆有或涂有或复合有生物降解塑料薄膜或片的其他可降解一次性餐饮具。本部分不适用于纸杯、纸碗等纸质餐饮具。
一次性餐盒高速机长约7米左右,高2米左右,每台设备占地面积10平方米左右,机器加上机械手高度约4米左右高。机器重量在8-16吨左右。采用380伏工业用电。生产辅助机器有:冷却塔、空压机、上料机、破碎机、行吊、机械手、干燥机等。

保莱塔提供一站式办厂服务,减少客户中间繁琐环节。公司配备完善的设计、生产、加工、装配及检测设备,精密注射成型机、功能性注塑机为主导产品。致力于为客户提供完善成型生产解决方案。公司有熟练技术人员前期帮客户规划办厂指导,让广大客户不走弯路。机器设备和模具到达客户生产车间后,公司派技术人员上门免费技术指导生产,并现场教学机器设备操作,直至客户熟练掌握操作。保莱塔机器设备全国包运费,机器设备直达生产车间及终身对机器设备售后服务。保莱塔欢迎全国各地客户朋友来公司实地考察及观看一次性餐盒生产流程现场。保莱塔一次性餐盒生产设备 餐盒生产机器设备250高速机