

1、螺旋钢管包装应能避免在正常装卸、运输和储存中松散和受损。
2、如果需方对螺旋钢管的包装材料和包装方式有特殊要求的应在合同中注明;如未注明,包装材料和包装方式有供方选择。
3、包装材料应符合有关的规定。如果没有要求包装材料,应达符合预定的用途,避免浪费和造成环境污染。
4、如果客户要求螺旋钢管不能在外表上有磕碰等损伤,可以考虑在螺旋钢管之间采用保护装置。保护装置可以使用胶皮、草绳、纤维布、塑料、管帽等。
5、薄壁螺旋钢管由于厚壁薄可以采用管内支撑或者管外框架保护的措施。支架和外框的材料采用和螺旋钢管材质一致的钢料。
6、国家规定螺旋钢管采用散装的方式。如果客户要求打捆可以酌情考虑,但是口径必须在159MM到500MM之间,。打捆的材料使用钢带打包并扣紧,每道应至少拧成两股,并根据螺旋钢管的外径和重量适度增加,防止松散的情况发生。
7、定尺的螺旋钢管可以不打捆。
8、螺旋钢管两端如带丝扣,应有螺纹保护器防护。在丝扣上涂上润滑油或者防锈剂。螺旋钢管两端开破口,可根据要求,两端加上管口防护器。
9、螺旋钢管如果装入容器时,容器内铺垫上纺织布、草垫等柔软的防潮的装置。为了纺织螺旋钢管在容器内散落可以在打捆或者在螺旋钢管外部焊接防护支架等
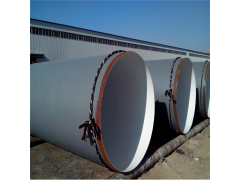
螺旋管也称螺旋钢管或螺旋焊管,是将低碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成的,它可以用较窄的带钢生产大直径的钢管。
螺旋钢管厂家联系电话:13833977290胡经理直缝钢管和螺旋钢管都是焊接钢管的一种,它们在国民生产建设中应用广泛,直缝钢管和螺旋钢管因生产工艺不同因此具有许多不同之处,下面具体讨论下直缝钢管和螺旋钢管的区别。直缝焊管生产工艺相对简单,主要生产工艺有高频焊直缝钢管和埋弧焊直缝钢管,直缝管生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,主要生产工艺是埋弧焊,螺旋钢管能用同样宽度的坯料生产管径不同的焊管,还可以用较窄的坯料生产管径较大的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。在业内生产较大口径直缝钢管时会使用丁字焊技术,即将一段段短的直缝钢管再进行对接,接成符合工程需要的长度,丁字焊直缝钢管缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。螺旋钢管厂家联系电话:13833977290胡经理
一、直缝钢管进程是在高频焊管机组中完成的。普通由滚压成型、高频焊接、挤压、冷却、定径、飞锯切断等部件组成,机组的前端配有储料活套,机组的后端配有钢管翻转机架;电气局部次要有高频发作器、直流励磁发电机和仪表主动掌握装置等组成。二、钢管的外形能够是圆形的,也能够是方形或异形的,它取决于焊后的定径轧制。热扩钢管的资料次要是:低碳钢及σs≤300N/mm2、σs≤500N/mm2的低合金钢或其他钢材。热扩直缝钢管是经过高频焊接机组将必定的规格的长条形钢带卷成圆管状并将直缝焊接而成钢管。三、热扩直缝钢管是依据电磁感应原理和交换电荷在导体中的趋肤效应、临近效应和涡流热效应,使焊缝边沿的钢材局部加热到熔融形态,经滚轮的挤压,使对接焊缝完成晶直接合,从而到达焊缝焊接之手段。高频焊是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美妙,焊接机械功能优良等长处,因而在钢管的消费中遭到普遍的使用。