手机版|
手机版|

 关注公众号|
关注公众号|


 官方公众号
官方公众号 扫码手机店铺
扫码手机店铺






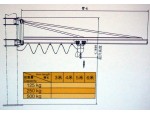
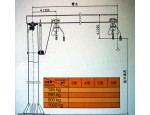
自行葫芦浇铸输送系统**是浇铸输送设备在行业应用*新的一套机械化输送系统,它由于具备了平面输送、垂直升降、浇包防晃和积放存储等众多优点而深受广大铸造厂家的欢迎。
一、自行葫芦浇铸输送系统介绍
1、自行小车的运行是空中钢结构下吊装工字钢的轨道上的,或者是地坑内安装轨道的,并利用轨道的内侧布置供电线路(滑触线),轨道上有不同数量的小车(可根据工艺要求进行增减),空中的自行小车装有行走轮、提升 装置、悬挂铁水的浇包、废料回收的翻转机构和小车的电控系统等组成,地面的自行小车装有行走轮、举升装置、承放物料的托盘和小车的电控系统等组成,小车上装有取电装置(集电器或无接触取电环),通过和供电线路(滑触线或特种电缆)进行滑动接触(或无接触),达到动力电源和控制信号的传输。
2、电气控制系统包括**控制台、液晶显示、控制柜、操作台(站)、线路等。根据不同的工艺动作要求及复杂程度,不同的使用场合,可选择不同的控制方式及控制模式。
a、控制方式
自动控制:工艺动作自动完成
半自动控制:部分工艺动作人工操作完成,部分工艺动作自动完成
手动控制:工艺动作由人工操作完成
b、控制模式
集中控制(采用分段电压分段控制):
PLC、元器件集中置于地面**控制室。配有**控制台、控制柜、模拟显示屏等,能直接控制和监视生产现场。各工位可高操作站,在不影响整机运行的情况下,能方便地进行手动调整和故障处理。
特点:辅助梁、载物车上不安装任何元器件,克服了腐蚀气体对元器件的侵蚀,避免了载物车运行振动对元器件的影响,系统运行可靠性高,维护便捷、管理集中。
适用场合:恶劣生产环境。
变频调速控制:
在集中控制、集散控制系统中设置变频调速功能。
特点:配有变频调速装置,载物车启动、停止更为平稳,并可准确定位,空载车回程时间短,设备使用效率提高。
适用场合:定位精度要求高的场合(如电炉前)。
c、系统功能简介
(a)、联锁、互锁功能
当前一工位有载物车时,后一工位载物车不能前进;当载物车环链葫芦未上升到位时,载物车不能运行;当载物车运行至道岔或升降段前一工位时,如道岔或升降段未按要求合轨,载物车不能继续运行。
(b)、显示功能
液晶显示屏可显示现场载物车、环链葫芦、道岔、升降段等的位置及动作情况。
动态模拟显示(PLC与工控机联网)可对现场运行状态进行动态模拟显示,并可打印各类报表。
(c)、故障诊断、报警功能
电控系统具有完善的故障诊断、报警功能,例如:电机缺相、过载的诊断、报警;载物车、葫芦、道岔、升降段是否按要求运行到位,各种到位信号、限位信号是否按要求出现或消失,都可以进行诊断、报警。
**控制台、各工位操作站等均设有急停开关,非常情况下工作人员按此开关,系统立即停止运行。
(d)、联网功能
电控系统能很方便地与其它控制系统实现联网进行各种信息的交换。例如开关信号,象称重信号、振动槽启停信号、开关门信号等,例如模拟信号,象温度、压力信号等。
二、自行环链葫芦输送系统优点
1、自动化程度高,工作效率提高
采用西门子或三菱PLC可编程序控制器控制,自动化程度大幅度提高,故障率小。
2 、满足浇铸各种不同工艺时间。
因为在废料回收、铁水输送等工序,满足对于每道工序其所要求的工艺处理时间均有所不同。
节省不必要的时间又可节约用电。
工艺时间可根据不同产品在显示器调整,提高了工作效率。
3、满足浇铸各种不同工艺速度
局部可实现变频调速。可调
4、运行可靠,维护方便
葫芦带电控箱,而且节省了大量的限位,电气集中控制。到位信号**可靠,不易数据出错。避免了浇铸工作环境中的粉尘对元器件触点的损坏。