手机版|
手机版|

 关注公众号|
关注公众号|


 官方公众号
官方公众号 扫码手机店铺
扫码手机店铺

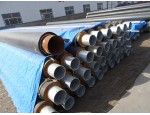



因此,直埋供热管道做好保温,保证外侧温度不超高是十分有必要的;保温层做到保温防护层不渗水也是施工的重要环节。
在厚壁直缝埋弧焊管生产过程中,五丝埋弧焊一直是焊接工艺研究的热点。目前,世界上只有少数国家掌握了这种先进的生产技术。五丝埋弧焊采用5个电源分别对沿焊接纵向排列的5根焊丝单独供电,焊丝在焊剂层下的一个共有熔池内燃烧,从而实现对钢管的焊接。由于五丝焊电弧多,电流大,熔池长,因此具有热输入大、熔敷效率高、冶金反应充分、焊接速度快等优点。为了提高厚壁直缝焊管生产的焊接效率,满足市场对大直径、大壁厚、高强度、高韧性焊管在油气输送管线中的需求,番禺珠江钢管有限公司在原三丝焊工艺的基础上,研究开发了五丝埋弧焊焊接工艺。 在五丝埋弧焊工艺开发项目中,存在AC电弧间电磁干扰明显、可调参数多、工艺控制要求严格等难点。具体表现在焊接电源的配置与连接、焊丝空间位置的设置、焊接参数的选择、焊丝直径的组合及焊剂的选用等方面。其中焊接电源配置、焊丝空间位置的设计以及焊接参数的选择是工艺开发的**,其关健的技术问题是选择合理的电源连接方式以及众多可变参数的合理组合。
从工程实践中出现的质量问题来看,应在设计和施工**别注意以下几个问题: 预制直埋保温管 一、在设计和施工中,一定要真正理解供热管道直埋敷设方式分为有补偿直埋敷设及无补偿直埋敷设两种方式,确实掌握两种方式各自的工作原理,特点及其应用场合,以便在设计上合理选用,施工上安全、可靠、经济。 1 首先要掌握概念:有补偿直埋敷设方式,是通过管线自然补偿和补偿器(如方形和波纹管补偿器)来解决管道热伸长量的,从而使热应力为**小;无补偿直埋敷设,简单地说**是管道在受热时没有任何补偿措施,而是靠管材本身强度来吸收热应力。 2 无补偿敷设方式的基本原理:在安装管道时,首先给管道加热到一定温度,然后将管道焊接固定,当管道恢复到安装温度时(温度降低),管道预先承受了一定的拉应力。当管道通热工作时,随着温度的升高,管道应力为零,当继续升温时,管道的压应力增加,当温度升到工作温度时,管道的压应力(热应力)仍小于许用应力。
聚氨酯保温管采用高功能聚醚多元醇和多次甲基多苯基多异氰酸酯为主要原料,在催化剂、发泡剂、表面活性剂等作用下,经化学反映发泡而成。 聚氨酯保温管具有容量轻、强度高、绝热、隔音、阻燃、耐寒、防腐、不吸水、施工简便快捷等优异特点,已成为建筑、运输、石油、化工、电力、冷藏等工业部门绝热保温、防水堵漏、密封等不可缺少的材料。 聚氨酯保温管用于集中供热管道,室内外各种管道,**空调管道、化工、医药等工业管道的保温、保冷。